Литье в домашних условиях
Изготовление формы
Изготовление разрезной формы с использованием заливочного силикона.
Разрезная форма лучше всего подходит для последующего литья в нее достаточно жидких пластиков или смол. Особенность такой формы заключается в том, что мастер-модель заливается или обмазывается силиконом полностью и со всех сторон, а затем, после окончательного отверждения материала, в форме делается разрез, через который извлекается мастер-модель и последующие отливки. Для разрезной формы лучше всего использовать силиконы с большим коэффициентом удлинения – это позволит ограничиться небольшим (меньшим, чем сама мастер-модель) разрезом, а значит и облой на отливках будет минимальным.
Процесс изготовления разрезной формы несложен. Рассмотрим его на примере изготовления формы с использованием заливочного силикона.
|
 |
|
|
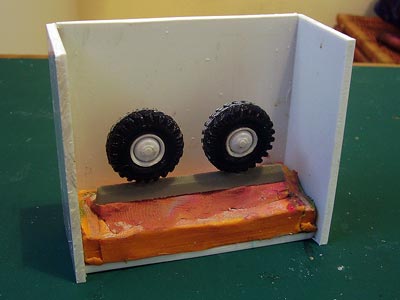
Я использую опоку, склеенную из полистирола. Размер ее подобран таким образом, чтобы она без усилий проходила в горлышко банки. Одна из стенок сделана съемной – это позволяет легко устанавливать внутрь мастер-модель. Такая опока достаточно универсальна и позволяет получать формы как на достаточно большие, так и на маленькие детали. В последнем случае чтобы избежать излишнего расхода силикона я заполняю неиспользуемый объем брусочком из пластилина. После установки мастер-модели ставим на место съемную сторону опоки и промазываем щели строительным или автогерметиком. |
 |
|
 |
|
 |
|
|
|
ВНИМАНИЕ! Производители обычно указывают время вулканизации компаундов при комнатной температуре. При более высоких температурах это время уменьшается (незначительно), при низких – увеличивается, причем очень сильно. Загвоздка в том, что у нас комнатной температурой считается 20оС, в то время как в других европах это - 22оС. У меня однажды при t 20оС один из компаундов застывал трое суток, при этом так до конца и не приобрел требуемых свойств. Поэтому очень важно обеспечить правильный температурный режим.
Изготовление разрезной формы с использованием обмазочного силикона.
Процесс изготовления разрезной формы из обмазочного силикона не сильно отличается от описанного выше. Просто мастер-модель не заливается, а тщательно обмазывается силиконом. Опока в этом случае совсем не обязательна, без дегазации тоже вполне можно обойтись (не уверен, что в домашних условиях можно получить настолько глубокий вакуум, чтобы «вытащить» воздух из густой смеси).
При использовании профессиональных обмазочных силиконов, которые вулканизируются равномерно по всей глубине, слой накладываемого состава может быть сколь угодно толстым. При использовании авто- или других герметиков (например, того же ABRO) нужно учитывать, что они затвердевают от контакта с воздухом, т.е. даже при отверждении верхнего слоя внутри еще долго может оставаться «кисель». Поэтому для получения качественной формы такие составы нужно накладывать в несколько слоев толщиной 2-3 мм с промежуточной сушкой между слоями 2-3 часа. Обмазывать мастер-модель лучше всего кисточкой, накладывая первый слой стараться промазать все неровности мастер-модели чтобы избежать появления воздушных пузырьков.
Изготовление разъемной (составной) формы.
Разрезные формы очень хороши, если копии предполагается отливать из материала, обладающего небольшой вязкостью. Но найти хороший заливочный материал не всегда представляется возможным. Для копирования деталей из вязких материалов в качестве альтернативы разрезным можно предложить разъемные формы. Кроме того, разъемная форма с успехом может использоваться для литья из «белого металла» или из «тритника».
Кроме того, преимуществом разъемной формы является то, что с ее помощью можно не только отливать, но и штамповать детали из густых составов типа эпоксидной смолы с наполнителем, стоматологической пластмассы, гипса с ПВА и т.д. и т.п., а саму форму можно изготовить не из силикона, а из гипса. Гипсовая форма позволяет получить всего несколько качественных отливок, после чего начинает разрушаться, но часто этого бывает вполне достаточно.
Сделать разъемную форму не сложнее, чем разрезную.
-
Делаем подложку из пластилина, в которую до половины вдавливаем мастер-модель. По краю мастер-модели пластилин аккуратно выравниваем стеком или кончиком ножа. На оставшимся свободным поле подложки делаем полусферические углубления (я обычно выдавливаю их спичечной головкой) – это будут замки, которые позволят избежать смещения половинок формы.
-
Тщательно смазываем выступающую из пластилина часть мастер-модели разделительным составом.
-
Устанавливаем подложку в опоку или просто лепим по периметру бортики из пластилина. Размеры для опоки выбираем так же, как и при изготовлении разрезной формы – от края формы до мастер-модели должно быть 8-10мм.
-
Готовим компаунд, заливаем или обмазываем – в зависимости от используемого материала - форму и производим дегазацию так же, как и для разрезной формы.
-
После окончательной вулканизации половинки формы удаляем пластилиновую подложку, теплым мыльным раствором и жесткой кисточкой или старой зубной щеткой убираем с мастер-модели остатки пластилина
ВНИМАНИЕ! Не нужно извлекать мастер-модель из получившейся силиконовой половинки формы. Если вынуть ее, а потом вставить назад, сложно добиться плотного прилегания, а значит половинки детали в форме могут оказаться смещены. Кроме того мастер-модель, неплотно лежащая в половинке формы, может просто-напросто всплыть на поверхность при заливке второй половинки.
-
Промазываем поверхность половинки формы и выступающую из нее часть мастер-модели разделительным составом, после чего повторяем шаги 3-5.
-
После окончательной вулканизации формы аккуратно разделяем ее половины, извлекаем мастер-модель и острым ножом прорезаем в половинках формы литьевой канал и выпоры для воздуха. Если планируется использовать форму не для заливки, а для формования (штамповки), то вместо литьевого канала и выпоров вырезаем в одной из половинок формы пару-тройку неглубоких полостей для отвода излишков формовочной массы. Такие полости можно получить и в процессе заливки формы, если предварительно приклеить к одной из сторон мастер-модели (по возможности к той, которая будет потом менее заметна, например, для колеса – к его внутренней стороне) два-три штифта.
Если составная форма сделана правильно, то ее половинки будут идеально совпадать друг с другом, а достаточное количество замков исключит смещение половинок во время литья. Если во время пробной отливки окажется, что половинки формы смещаются друг относительно друга или если форма будет использоваться не для заливки, а для для формования (штамповки), можно порекомендовать усилить ее гипсовым «саркофагом». Половинки «саркофага» делаются так же, как делались до этого половинки формы, только в качестве мастер-модели выступает уже сама силиконовая форма, внутрь которой вложена мастер-модель. Результат должен быть примерно как в сказке про иглу, яйцо, утку, зайца и т.д.: саркофаг, внутри которого силиконовая форма внутри которой мастер-модель.
<< Назад (Инструменты и материалы)